SLS
Selective Laser Sintering
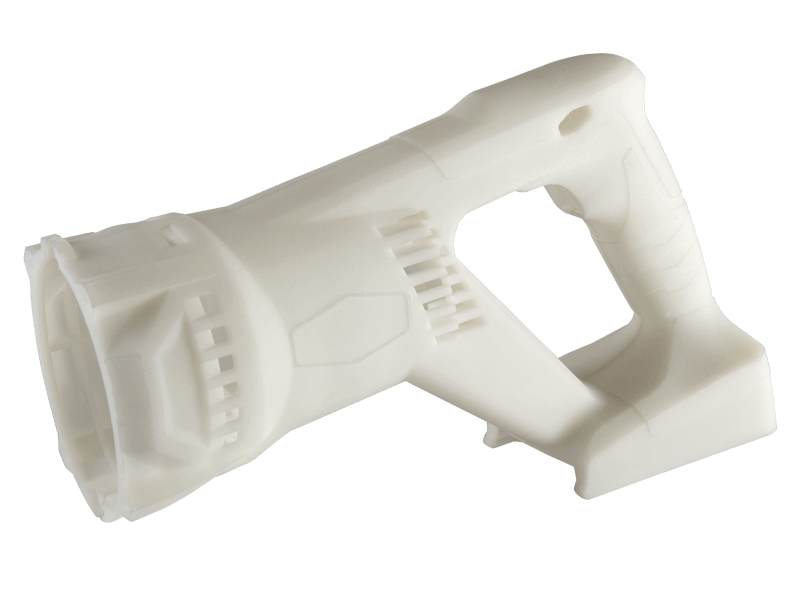
3d printing technique for strong mechanically loadable parts with good detail from Nylon PA12
TECHNIQUE
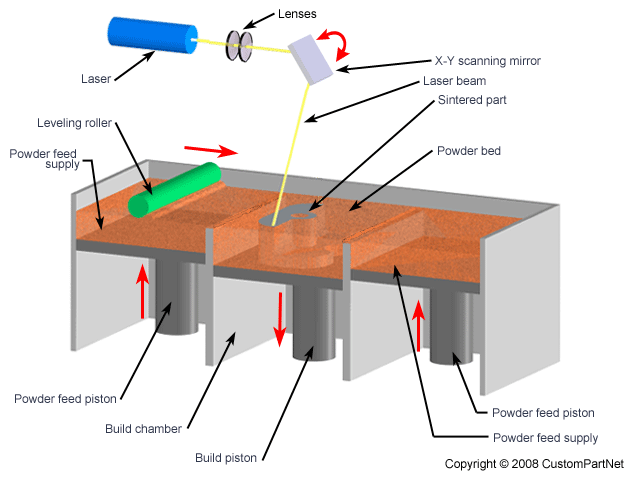
In the SLS process, a layer of 0.1 mm thick (Nylon) powder is spread out after which the entire surface is heated to just below its melting point (170 degrees). By now selectively illuminating areas with very low laser power, the plastic powder is fused locally. A major advantage of SLS technique is the fact that the unexposed powder serves as a support for overhanging geometry of a part.
After all the layers have been exposed on top of each other, the powder cake is cooled to room temperature, after which the parts can be taken out and postprocessed. By applying a special combination of blasting and compacting agent, the product surface of the sintered part is thereby compacted and smoothened. The unused powder is sieved and can be reused in the sintering process.
For cost reasons, a machine can only be started if the entire construction volume is occupied by parts. In this sense, your parts are always realized together with other parts and sorted out from the powder cake. Average delivery time for SLS parts without additional finish is only 3-4 days. Sometimes it works even faster because we can add products to the powder cake while the machine is already started!







Materials
3d printing with SLS technique is mostly performed with Nylon PA12. Nylon materials are very suitable for the SLS process because they have a accurate melting point.
Alternatively, we also have a glass-filled Nylon available for use in the SLS process. This is often thought to be a fiber fill. However, the fact is that the glass filling in SLS materials is always a glass ball (GK) and not a fiber (GF). A fiber would interfere too much with the dosing of the layers on the powder bed. In addition, there would not be a uniform fiber orientation in the product, causing uneven shrinkage of the part. By applying a glass sphere, the product remains isotropic in shrinkage, behavior and strength. Compared to a natural PA12, you actually get a considerably stiffer version of it with better creep and temperature properties and with a still quite acceptable elongation to failure (5-10% compared to 20-25% for natural PA12). Because it only makes economic sense to start with a well-filled building platform, the delivery time for glass-filled parts is on average about 6-7 working days.
Use
The important difference between Nylon PA12 (PA11) and PA6 or PA6.6 is the hygroscopicity. The hygroscopicity. PA12 (PA11) absorbs 10 times less moisture than PA6/PA6.6 making it easier to process in the SLS process. In addition, moisture absorption often means swelling of a material, resulting PA12 providing a more accurate product. PA12 is more impact resistant than PA6/PA6.6. The main difference between PA12 and PA11 is the cost; Nylon PA11 is produced from natural sources and is therefore 2-3 times more expensive per kilogram compared to Nylon PA12.
Parts made of Nylon PA12 can generally be used well in chemical or temperature stressed applications. In outdoor applications, one should take into account the yellowing of the part under the influence of UV. This is only visual and usually has little to no effect on the mechanical properties of the material.







Finishes
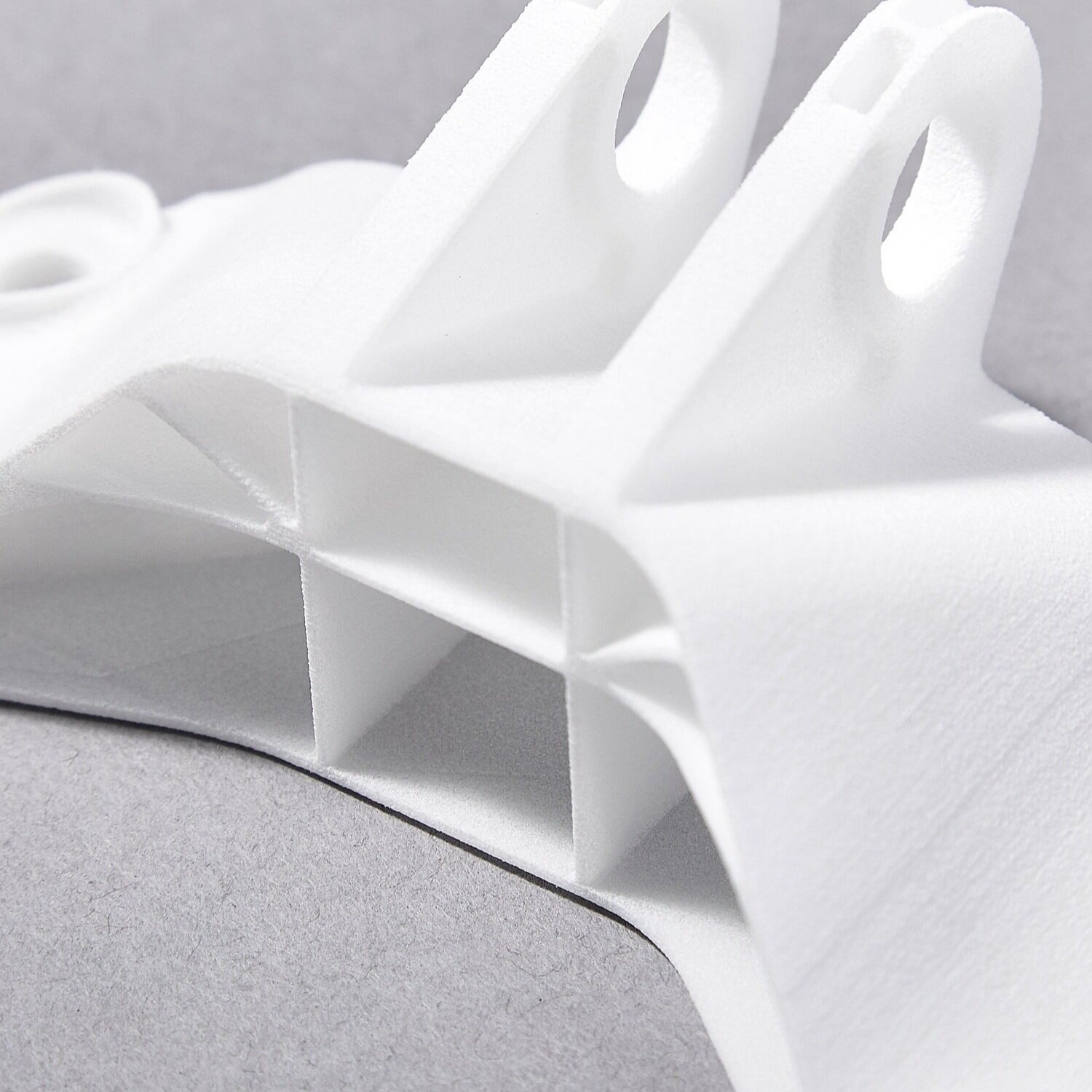
After an SLS product is removed from the powder cake and post blasted with a surface compacting abrasive, a laser sintered product from Nylon PA12 has a nice smooth but slightly textured surface (VDI33-like). Basically, this is the quality that comes standard as SLS 3d printing.
However, we can apply various post-treatments to embellish, color or make the product more suitable for a particular application.
To get the surface a little smoother than the standard compacted surface, we can grind the parts in a so-called roto-finish machine. The parts are reground in a vibrating chute with ceramic cones. This does not affect the dimensions but actually grinds off the just-not-melted powder particles on the outer skin of the product. This post-treatment is only possible on SLS workpieces of any size with medium detail (housings, brackets, grippers, etc.).
For coloring SLS parts, we can impregnate single parts or entire batches of parts to color in a reactor. We have developed a number of standard colors for this purpose. Generally, black, red, blue and yellow are the most commonly used colors. We actually color a top layer of the part, about 0.1-0.2 mm thick. Below that, the material remains natural/white as it was produced on the Selective Laser Sintering machine. The color layer applied with this process does not rub off and is reasonably durable for indoor use. Although parts can be wet a few times, it is less suitable for outdoor use. A combination of rain and UV influences reduces the intensity of the color over time. The color impreg post-treatment extends a delivery time by an average of 1 business day. Upon customer request, it is possible to develop a customer-specific color at a small additional cost. Since this is a trial and error process, it may take some time to arrive at the correct recipe and process parameters. Glass-filled materials can be color impregnated but the color intensity is generally slightly less due to the gray-colored glass filling.
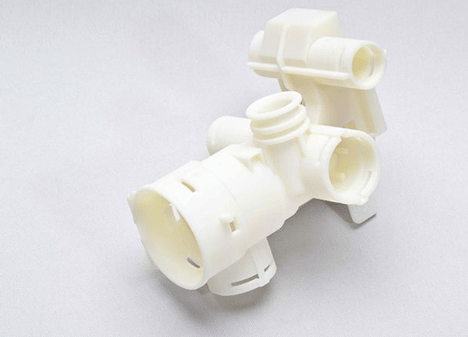
Due to its layered construction from Nylon powder material, SLS products can be fractionally porous. In normal applications for air and water, for example, you will not experience this. However, if, for example, a housing for a check valve is loaded at impact pressure with pressure peaks up to, say, 16bar, the material could start to sweat. To prevent this permanently, parts can be impregnated with a nano-composite that creates a guaranteed sealed part. We have good references on the final effect of this. The composite has its origins in the metal foundry world. Nano impregnation is not possible on color impregnated parts; after all, their pores are already filled with dye; the colors will fade because of this. The nano impregnation treatment extends the delivery time by an average of 1 working day.
A new development is the vapour smoothing of parts. In this process, the SLS parts are briefly exposed to a solvent, causing the product skin to dissolve briefly and seal. Pressure tightness can thus be increased, but this post-treatment is mainly done to meet the wishes of customers for a tight and cleanable product (food industry, robot grippers, valve blocks). Obviously also to deliver products extra smooth (visually, guides, ergonomics, etc.). The vapour smoothening post-treatment of Nylon SLS 3d print parts extends the delivery time by 1 working day on average.